* On your first PCB Assembly order!
* Up to $300 discount
 C - A L L E Y
C - A L L E Y Home | Events | PCB | About Us | News | Contact Us
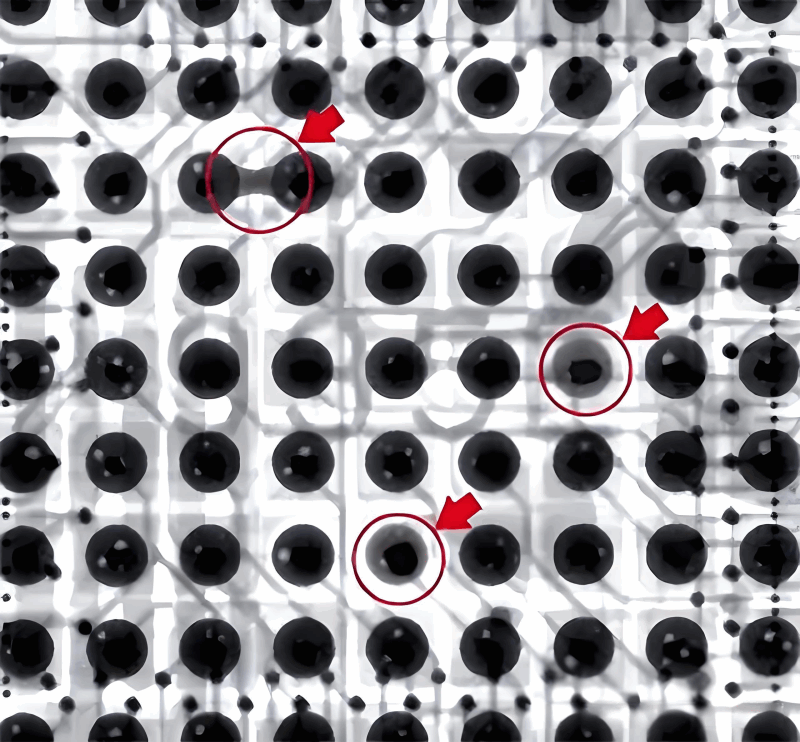
BGA voids refer to small cavities that form inside solder balls or at their interfaces during the soldering process of BGA packages. These voids are typically round or elliptical, ranging in size from a few microns to several hundred microns.
Typical Characteristics:
1. Location: BGA side interface, PCB side interface, inside solder ball
2. Shape: Round or elliptical
3. Size: A few microns to several hundred microns
4. Cause: Entrapped volatiles (flux, moisture)
Impact and Hazards:
BGA voids significantly affect circuit performance and solder joint lifespan:
1. Reduced Joint Strength: Less soldering area, weaker bonding, lower reliability
2. Short-Circuit Risk: Displaced solder may bridge adjacent pads
3. Signal Integrity Issues: Electrical performance of the joint may be affected
4. Shortened Lifespan: Increases risk of fatigue and failure, reduces long-term stability
These impacts can cause not only individual joint failures but also total board malfunction, especially in high-reliability applications.
Causes and Solutions of BGA Voids
Mechanism of Void Formation
The BGA soldering process is a complex physico-chemical process, and several stages can contribute to the formation of voids. Understanding these stages is critical for optimizing soldering processes and reducing void occurrence. Key stages include:
1. Solder Paste Printing: Uniform application of solder paste onto PCB pads. Too much paste may generate excessive gas upon melting, while too little may result in incomplete filling between the ball and pad.
2. BGA Placement: The chip is precisely placed on the PCB. Inaccurate alignment between solder balls and pads may create gaps, leading to trapped gas and voids.
3. Preheating: Removes moisture and volatiles while softening the solder paste. However, too high a temperature or too long a time can cause premature flux evaporation, forming voids during reflow.
4. Reflow Soldering: The most critical step, consisting of:
- Ramp-Up: Temperature rises gradually to melt the solder; fast heating traps gases.
- Soak/Melting: Solder fully melts and flux removes oxides; insufficient flux activity can lead to incomplete soldering and voids.
- Cooling: Solder solidifies; if cooling is too fast, it may cause uneven shrinkage and voids.
5. Cleaning: Residual flux and contaminants must be removed after soldering. Inadequate cleaning can result in trapped volatiles that later cause voids.
Temperature control and gas venting are critical throughout. Optimizing the reflow temperature curve allows sufficient time for volatiles to escape, greatly reducing void formation.
Causes and Solutions of BGA Voids
Role of Flux
Flux is essential in BGA soldering for removing oxides from solder and base metal surfaces, enabling proper wetting and bonding. Its characteristics and application significantly influence void formation.
Key flux factors include:
- Activity: Highly active fluxes (e.g., RA) clean better and produce fewer voids than mildly activated ones (e.g., RMA).
- Boiling Point & Volatility: Low boiling point solvents evaporate early, leave sticky residues, and hinder gas escape.
- Application Amount: Excessive flux increases risk of trapped residue and voids.
Flux functions at different stages:
- Preheat: Evaporation begins at 150–180°C over 60–120 seconds.
- Reflow: Removes oxides and promotes wetting.
- Cooling: Volatilization should be complete to avoid voids during solidification.
Temperature Influence
Temperature control is a key factor in void formation:
- Preheat (150–180°C for 60–120s): Removes moisture. Too high or long causes premature flux evaporation.
- Reflow (217–235°C for lead-free solder): Ensures melting and proper oxide removal. Underheating causes voids.
- Cooling: Rapid cooling leads to uneven shrinkage and voids. Cooling should mirror the reflow curve.
Different BGA materials and solder alloys (e.g., SAC305) may require tailored temperature profiles for optimal performance and minimal voiding.
Material Factors
- Solder Paste: High metal content and fine particles increase density, making gas escape harder.
- Flux: Low boiling point and high viscosity can cause premature evaporation and residue entrapment.
- Pad Design: Microvias or blind vias may trap gases and prevent venting.
Process Parameters
Optimizing the following parameters reduces voids:
- Stencil Thickness: Choose based on BGA pitch.
* 1.5–1.0mm: 0.15–0.18mm
* ≤0.8mm: 0.10–0.15mm
* 0.35mm: 0.08mm
- Aperture Design: Aspect ratio >1.5, area ratio >0.66 improves paste release.
- Placement Accuracy: High-precision equipment ensures ball-pad alignment.
- Reflow Curve: Includes ramp-up, activation, soak, melt, and controlled cooling.
Environmental Conditions
Key environmental factors:
- High humidity causes solder paste to absorb moisture, increasing outgassing.
- Dust contamination introduces foreign particles into solder or flux.
- Temperature fluctuations affect solder paste behavior.
Maintain clean, dry, and stable production environments.
Detection Methods
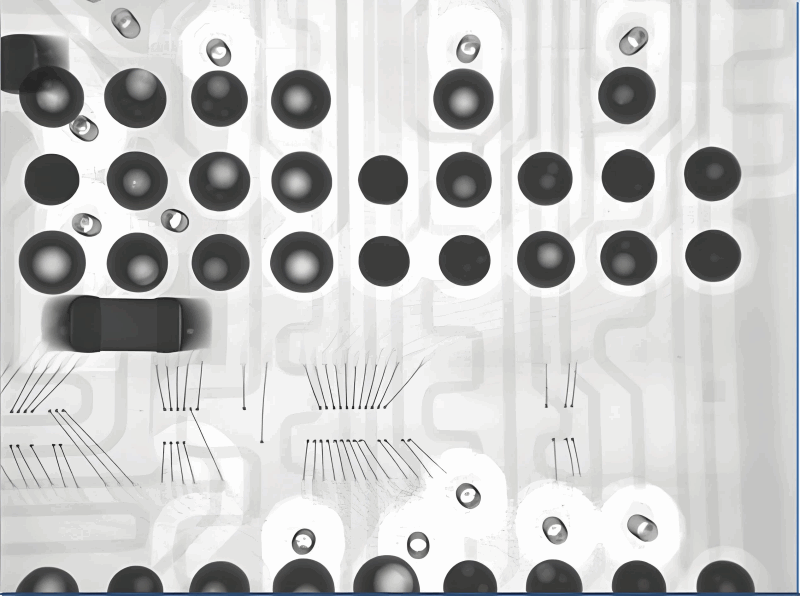
- X-ray Inspection: Non-destructive; 2D/3D imaging locates and measures voids.
- Cross-Section Analysis: Destructive; provides detailed internal structure including void size, shape, and wetting quality.
Solutions to Reduce BGA Voids
Material Optimization:
- Lower metal content, larger powder particles.
- Medium boiling point solvents, balanced flux activity.
- Avoid over-application of flux.
Process Optimization:
- Tune stencil thickness and opening based on component pitch.
- Optimize placement accuracy using vision systems.
- Refine reflow curve stages to allow gas escape and ensure even cooling.
Equipment Upgrades:
- Automatic solder paste dispensers
- High-precision temperature control systems
- Real-time monitoring and alarms
- Automated temperature regulation

Please send Email to kspcba@c-alley.com or call us through +86 13828766801 Or submit your inquiry by online form. Please fill out below form and attach your manufacturing files( PCB Gerber files and BOM List) if need quotation. We will contact you shortly.
 +86 13828766801
+86 13828766801 kspcba@c-alley.com
kspcba@c-alley.com https://www.kingshengpcba.com/
https://www.kingshengpcba.com/ 2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108
2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108We would also like to thank our customers for their trust and support. The company's outstanding achievements are mainly due to the loyalty of our customers, which also encourages and spurs our company to forge ahead.










