* On your first PCB Assembly order!
* Up to $300 discount
 C - A L L E Y
C - A L L E Y Home | Events | PCB | About Us | News | Contact Us
In SMT assembly, the reflow soldering process is the core factor determining soldering quality, and the proper setup of the temperature curve is of paramount importance. An optimized reflow soldering temperature curve significantly improves soldering yield and ensures the long-term reliability of electronic products. Kinghsheng PCBA shares the key roles and professional setup essentials of the reflow soldering temperature curve.
I. Four Key Roles of the Reflow Soldering Temperature Curve
Decisive Factor in Soldering Quality
The reflow soldering temperature curve directly affects solder paste wettability, the quality of intermetallic compound formation, and the integrity of solder joints. A precisely controlled temperature curve effectively eliminates common defects such as cold solder joints, insufficient wetting (non-wetting), tombstoning, and bridging, ensuring each solder joint achieves optimal morphology and mechanical strength.
Protection Barrier for Components
Electronic components are extremely sensitive to temperature. An appropriate temperature curve prevents damage to components due to excessive heat, avoids internal delamination in multi-layer components (such as BGAs and QFNs), and eliminates micro-cracks caused by thermal stress, significantly enhancing product long-term reliability.
Full Utilization of Solder Paste Performance
Different types of solder paste have specific temperature requirements, especially lead-free solder paste, which typically requires higher reflow temperatures. A precise temperature curve ensures that the flux in the solder paste is fully activated, volatiles are completely expelled, ultimately forming bright, dense solder joints.
Defect Prevention and Control
Optimizing the reflow soldering temperature curve effectively prevents process issues such as solder ball generation, component oxidation, and PCB warpage. Statistics indicate that over 60% of SMT soldering defects are directly related to improper temperature curve setup.
II. Setup Essentials for the Four Zones of the Reflow Soldering Temperature Curve
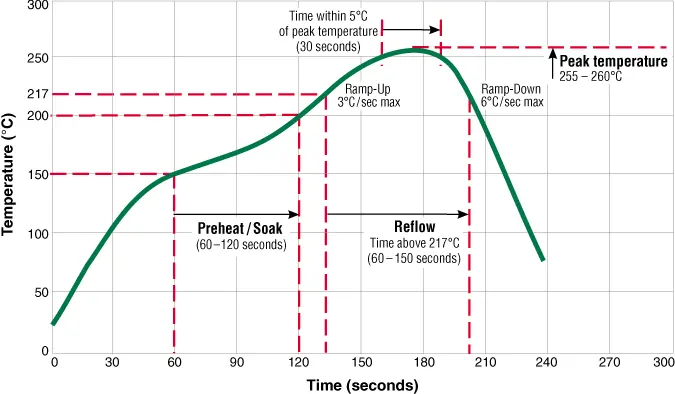
Preheat Zone: Gentle Start, Steady Temperature Rise
The main purpose of the preheat zone is to allow solvents in the solder paste to evaporate slowly while activating the flux. The ramp rate in this stage should be controlled at 1-3°C/sec. Too fast a rate may cause solder paste spattering and solder ball formation; too slow may lead to premature flux activation and depletion. Typically, the preheat zone rises from room temperature to around 150°C, with a recommended duration of 60-90 seconds.
Soak Zone: Thermal Equalization and Activation, Full Preparation
The soak zone (also known as the activation or thermal soak zone) typically maintains a temperature between 150-180°C for 60-120 seconds. The goal of this stage is to equalize the temperature across the PCB assembly, reducing thermal differentials, while the flux further removes oxides from pads and component leads. Insufficient soak time can lead to poor soldering, whereas excessive soak time may cause oxidation of the solder paste.
Reflow Zone: Precise Peak, Optimal Soldering
The reflow zone is the critical stage where the solder paste melts. The peak temperature is generally 20-30°C above the solder paste's melting point. For leaded solder paste, the peak temperature is typically 210-230°C; for lead-free solder paste, it is typically 235-250°C. The time above liquidus (TAL) should be controlled between 30-60 seconds to ensure the solder paste is fully melted and forms a good intermetallic compound, without excessive exposure to high temperatures.
Cooling Zone: Controlled Cooling, Solidification and Formation
The cooling stage affects the microstructure and mechanical strength of the solder joints. An appropriate cooling rate (typically 2-4°C/sec) results in a fine-grained microstructure in the solder joint, enhancing its mechanical strength and fatigue resistance. Cooling too quickly may cause thermal stress cracks in components or pads; cooling too slowly can result in a coarse grain structure, reducing joint strength.
III. Practical Tips for Setting the Reflow Soldering Temperature Curve
Consider Three Major Influencing Factors:
1.PCB Characteristics: Board thickness, number of layers, copper distribution.
2.Component Considerations: Heat-sensitive components, large components, special components like BGAs.
3.Solder Paste Parameters: Alloy composition, particle size, flux type.
Thermocouple Placement Strategy
When measuring the temperature profile, thermocouples should be placed at representative locations such as solder joints of components with the highest and lowest thermal mass, bottom-side solder joints of BGAs, and board edges. This ensures the measured profile accurately reflects the thermal exposure across all areas.
Fine-Tuning Principle
Adjustment of the temperature profile should follow the principle of "gradual micro-adjustment, single parameter variation." Only one parameter should be adjusted at a time (e.g., conveyor speed or a specific zone's set temperature), and the effect observed before proceeding with further adjustments.
Regular Verification and Monitoring
Establish a regular schedule for measuring the temperature profile. Measure the profile at least once per shift; for high-reliability products, measure it every time the machine is started. Simultaneously, maintain regular upkeep of the reflow oven to ensure heaters, blowers, and cooling systems are functioning correctly..
With 17 years of expertise in PCBA design, manufacturing, and service, KingshengPCBA is ready to help turn your ideas into reality. Feel free to contact us anytime to discuss your requirements and get a professional quotation.

Please send Email to kspcba@c-alley.com or call us through +86 13828766801 Or submit your inquiry by online form. Please fill out below form and attach your manufacturing files( PCB Gerber files and BOM List) if need quotation. We will contact you shortly.
 +86 13828766801
+86 13828766801 kspcba@c-alley.com
kspcba@c-alley.com https://www.kingshengpcba.com/
https://www.kingshengpcba.com/ 2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108
2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108We would also like to thank our customers for their trust and support. The company's outstanding achievements are mainly due to the loyalty of our customers, which also encourages and spurs our company to forge ahead.










