SMT Reflow Soldering Temperature Profile Explained: Preheating, Soaking, Reflow, Cooling
 C - A L L E Y
C - A L L E Y
Home | Events | PCB | About Us | News | Contact Us
In PCBA processing, reflow soldering is the core process that determines soldering quality. Whether the reflow temperature profile is set reasonably directly affects solder joint reliability, component lifespan, and defect rates. Today, we’ll break down the four key stages of a standard reflow profile: preheating, soaking, reflow, and cooling.
Why is the temperature profile so important?
Simply put, the temperature profile records the temperature changes of a PCB over time inside the reflow oven. An improper profile can lead to tombstoning, bridging, cold soldering, component cracking, solder voids, and other issues. Mastering the principles and parameters of the four stages is essential for controlling soldering quality.
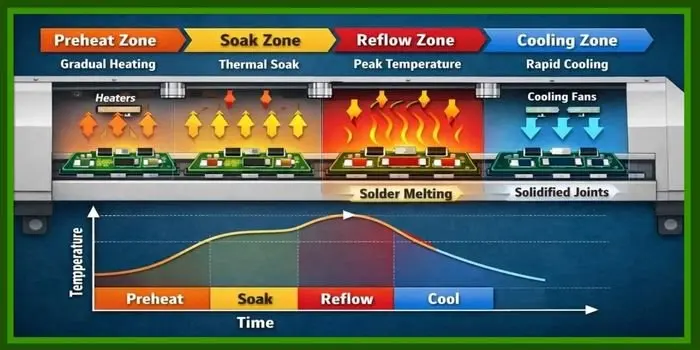 1. Preheating Zone – Ramp rate is key
1. Preheating Zone – Ramp rate is key
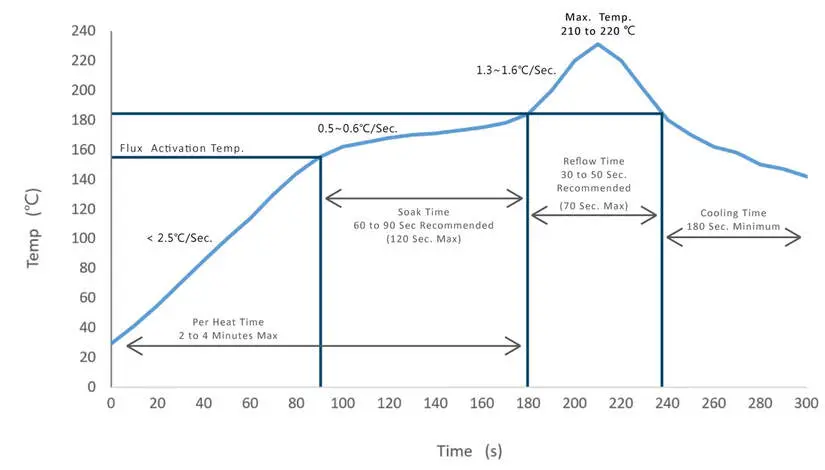
The preheating zone typically raises the board temperature from room temperature to 130–150°C, with a ramp rate controlled at 1–3°C/s.
Purpose: Evenly heats the PCB and components, avoiding thermal shock from sudden high temperatures. Too fast a ramp can cause micro-cracks in ceramic capacitors or PCB warpage; too slow affects production efficiency.
Common mistake: Many overlook differences in PCB thickness and copper distribution. Thick boards or areas with large copper planes heat up more slowly, requiring a lower conveyor speed.
2. Soaking Zone (also called activation/soak zone)
Temperature is generally maintained at 150–180°C for 60–120 seconds.
Purpose: Brings the entire board to a uniform temperature while activating flux to remove oxides from pads and component terminals. This stage also helps volatilize some solvents, preventing splashing during reflow.
Evaluation criteria: At the end of soaking, temperature uniformity should be within ±5°C. If the temperature difference is too large, large and small components will "compete for time," leading to partial cold soldering and partial overheating during reflow.
3. Reflow Zone – Peak temperature and time control
This is the core stage where solder melts. For leaded solder paste, the peak temperature is about 205–220°C; for lead-free (e.g., SAC305), it needs to be 235–245°C, with time above liquidus (217°C) controlled at 45–90 seconds.
Purpose: Solder melts, wets, and forms intermetallic compounds (IMC). Too low a temperature or too short a time results in insufficient wetting; too high a temperature may damage components or cause the IMC layer to become too thick and brittle.
Practical tip: Components that dissipate heat quickly, such as BGAs and QFNs, often have actual peak temperatures 5–8°C lower than small surface components. It is recommended to measure temperature using a real board with thermocouples, rather than relying on oven settings.
4. Cooling Zone – Ramp rate should not be too slow
Cools from peak temperature to 100–150°C, with a recommended cooling rate of 2–5°C/s.
Purpose: Rapidly solidifies the solder joint, forming a fine grain structure and improving mechanical strength. Too slow cooling leads to rough solder joints and increased risk of dendrite growth.
Note: Although faster cooling is better for solder joints, too rapid a rate (>6°C/s) may cause thermal stress on thick boards or ceramic components. Within a reasonable range, cool as quickly as possible, typically using forced air or water cooling.
 Common Defects & Profile Adjustment Suggestions
1. Tombstoning
Common Defects & Profile Adjustment Suggestions
1. Tombstoning——Insufficient soaking, temperature difference across component
Profile adjustment direction: Extend soaking time
2. Cold solder——Insufficient reflow time or peak temperature
Profile adjustment direction: Increase peak temperature by 3–5°C
3. Solder balls——Preheating too fast, flux splashing
Profile adjustment direction: Reduce preheating ramp rate
4. Voids——Incomplete soaking, solvent not evaporated
Profile adjustment direction: Extend soaking time by 10–20s
Conclusion
A qualified reflow temperature profile is not copied from a template but is the result of measurement and optimization for a specific product (PCB thickness, component layout, solder paste type). As a manufacturing facility, we recommend performing a temperature profile test for each new product, especially when BGAs, LGAs, or high-power components are involved.
Shenzhen Kingsheng Technology Co., Ltd. has rich experience and a professional technical team in PCBA.
Contact KingshengPCBA today to request a quote or discuss your PCBA project.

 +86 13828766801
+86 13828766801 kspcba@c-alley.com
kspcba@c-alley.com https://www.kingshengpcba.com/
https://www.kingshengpcba.com/ 2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108
2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108









