* On your first PCB Assembly order!
* Up to $300 discount
 C - A L L E Y
C - A L L E Y Home | Events | PCB | About Us | News | Contact Us
The core of SMT production is the control to process , not reactive measures. The optimal solution is to prevent problems through strict process management.
I. Component Placement Stage - Precision and Stability
Core concept: Ensure components are picked and placed correctly and precisely.
Common Problems:
1. Component Offset
- Root cause: Inaccurate coordinates, nozzle issues, precision deviation.
- How to Avoid and Prevent?
*Program optimization: Use a precision coordinate measuring instrument to extract coordinates, and perform teach-in calibration on the placement machine.
*Equipment maintenance: Establish a regular equipment maintenance plan, including cleaning, lubrication, and calibrating mechanical precision.
*Nozzle Management: Maintain a nozzle log, regularly inspect nozzles for the wear and clogging, and replace them promptly.
*Feeder Calibration: Regularly perform precision calibration on feeders to ensure accurate feeding position.
2. Tombstoning
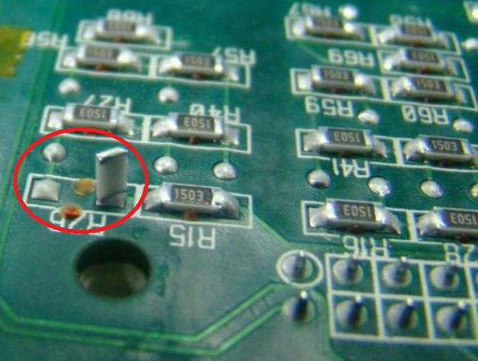
- Root Cause: Asynchronous reflow, uneven solder paste volume, misplacement.
- How to Avoid and Prevent?
*DFM (Design for Manufacturability): Intervene during the PCB Design Phase to review pad design for symmetry (avoiding one end connecting to a large copper area) and recommend using thermally balanced pads.
*Upstream Control: Use SPI inspection to ensure uniform solder paste printing and precise placement. This is the most effective method for preventing tombstoning
3.Missing/Omitted Components
- Root Cause: Nozzle, feeder or recognition issues.
- How to Avoid and Prevent?
*Real-time Monitoring: Activate the pick-and-place machine's component drop monitoring system. Once the component drop rate abnormally increases, immediately stop the machine and check if it is a nozzle issue, a tape issue, or a recognition issue.
*Material Verification: Strictly perform "three checks" (reel value, specification, position) during material loading to avoid errors.
Prevention Summary: Strict equipment Preventive Maintenance (PM) and precise production procedures are the foundation for ensuring placement quality.
II. Reflow Soldering Process -Temperature Profile is the Soul
Core concept: Provide an optimal thermal profile to perfectly melt the solder paste and form reliable solder joints.
Common Problems:
1. Soldering Balls
- Root cause: excessively fast heating, solder paste moisture absorption, improper process
- How to Avoid and Prevent?
*Optimize reflow profile: Reduce the heating rate (recommended 1-3℃/s) to allow sufficient time for solvent volatilization.
*Strict solder paste management: Strictly perform solder paste usage specifications to prevent moisture absorption.
*Stencil design: For components prone to solder balls (e.g., chips), adopt an anti-solder ball stencil aperture design.
2. Bridging/Short Circuit
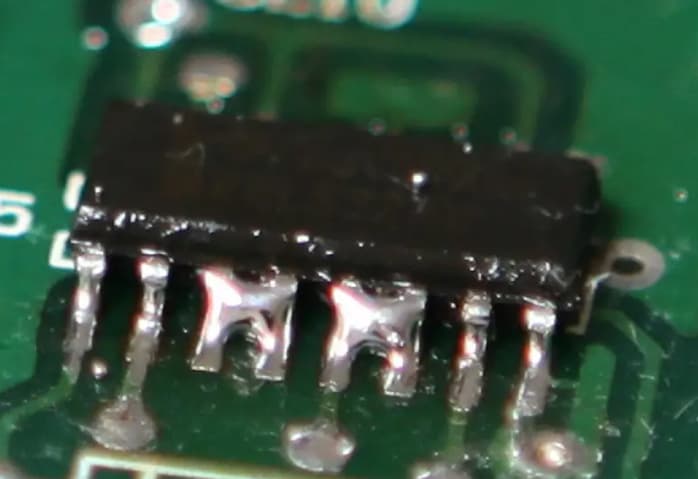
- Root Cause: Excessive solder paste, misalignment, excessive temperature
- How to Avoid and Prevent?
*Upstream control: Address the root cause by controlling solder paste volume (stencil design) to ensure placement accuracy.
*Optimize profile: Appropriately reduce peak temperature or shorten reflow time to prevent excessive flux volatilization.
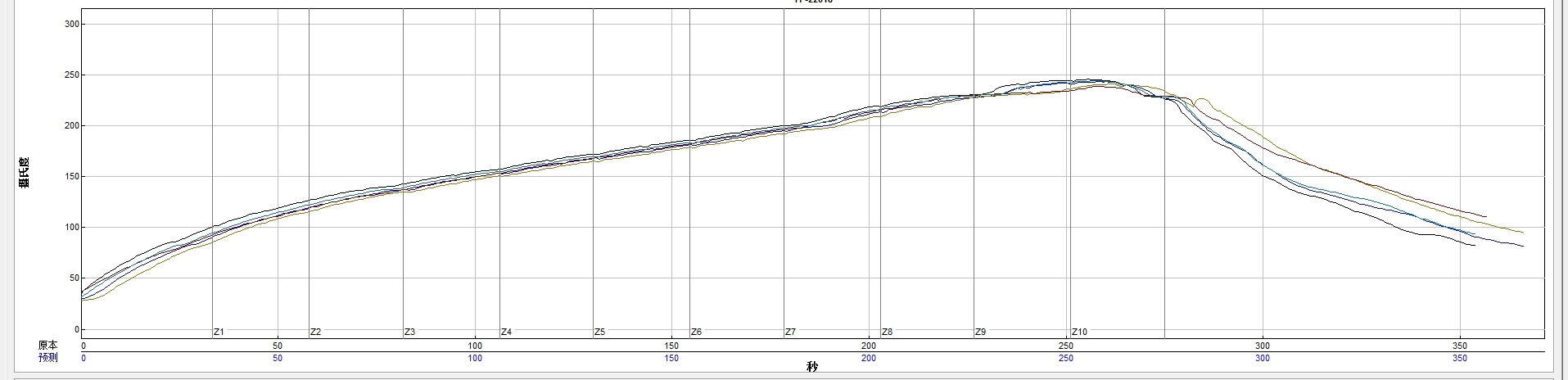
3. Insufficient Solder Joint /Cold Solder Joint
- Root Cause: Insufficient heat, oxidation, insufficient activity
- How to Avoid and Prevent?
*Accurate Temperature Measurement: Before each production shift begins, the actual temperature profile must be measured and plotted using a temperature tester to ensure it meets the requirements specified in the solder paste specification.
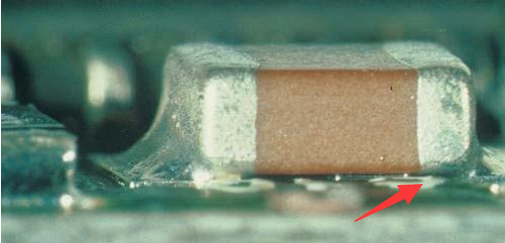
4. Component Cracking
- Root Cause: Thermal stress or mechanical stress shock
- How to Avoid and Prevent?
*Profile Optimization: Reduce the temperature change rate in the preheat and cooling zones to avoid thermal shock.
*Process Optimization: Place processes that may generate mechanical stress, such as depaneling and panelizing, before reflow soldering, or adopt depaneling methods with lower stress (e.g., router cutting).
Preventive Summary: The temperature profile is dynamic and must be continually monitored and optimized. The temperature profile should be re-tested with each product change, new solder paste batch, or significant weather changes.
*Material Management: PCB, IC, and other materials, as Moisture Sensitive Devices (MSD), have to be vacuum-packed. Expired materials must be baked.
Besides above prevention, Kingsheng company customizes comprehensive prevention strategies for each project.
Standardization (SOP): Develop detailed, actionable standard operating procedures for each process step and rigorously train employees.
Total Productive Maintenance (TPM): Operators participate in daily inspection and basic maintenance of equipment to proactively identify equipment abnormalities.
Continual Improvement: Encourage employees to propose improvement suggestions, continually optimize technological process, and reduce defect rates.
By utilizing the above preventive and systematic methods, Kignsheng Company shifted its focus on quality control from "post-production inspection" to "pre-production prevention" and "process control", which significantly improves First Pass Yield (FPY) of SMT and production efficiency.

Please send Email to kspcba@c-alley.com or call us through +86 13828766801 Or submit your inquiry by online form. Please fill out below form and attach your manufacturing files( PCB Gerber files and BOM List) if need quotation. We will contact you shortly.
 +86 13828766801
+86 13828766801 kspcba@c-alley.com
kspcba@c-alley.com https://www.kingshengpcba.com/
https://www.kingshengpcba.com/ 2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108
2/F, Building 6, Tangtou 3rd Industrial Zone, Tangtou Community, Shiyan Town, Baoan District, Shenzhen, China, 518108We would also like to thank our customers for their trust and support. The company's outstanding achievements are mainly due to the loyalty of our customers, which also encourages and spurs our company to forge ahead.










